Oops! Something went wrong while submitting the form.
By clicking "Accept", you agree to the storing of cookies on your device to enhance site navigation, analyze site usage, and assist in our marketing efforts. View our Privacy Policy for more information.
Sharpie / Newell Rubbermaid
High-Speed Assembly and Ink Filling for a 5-Part Sharpie Marker System
Consumer Goods
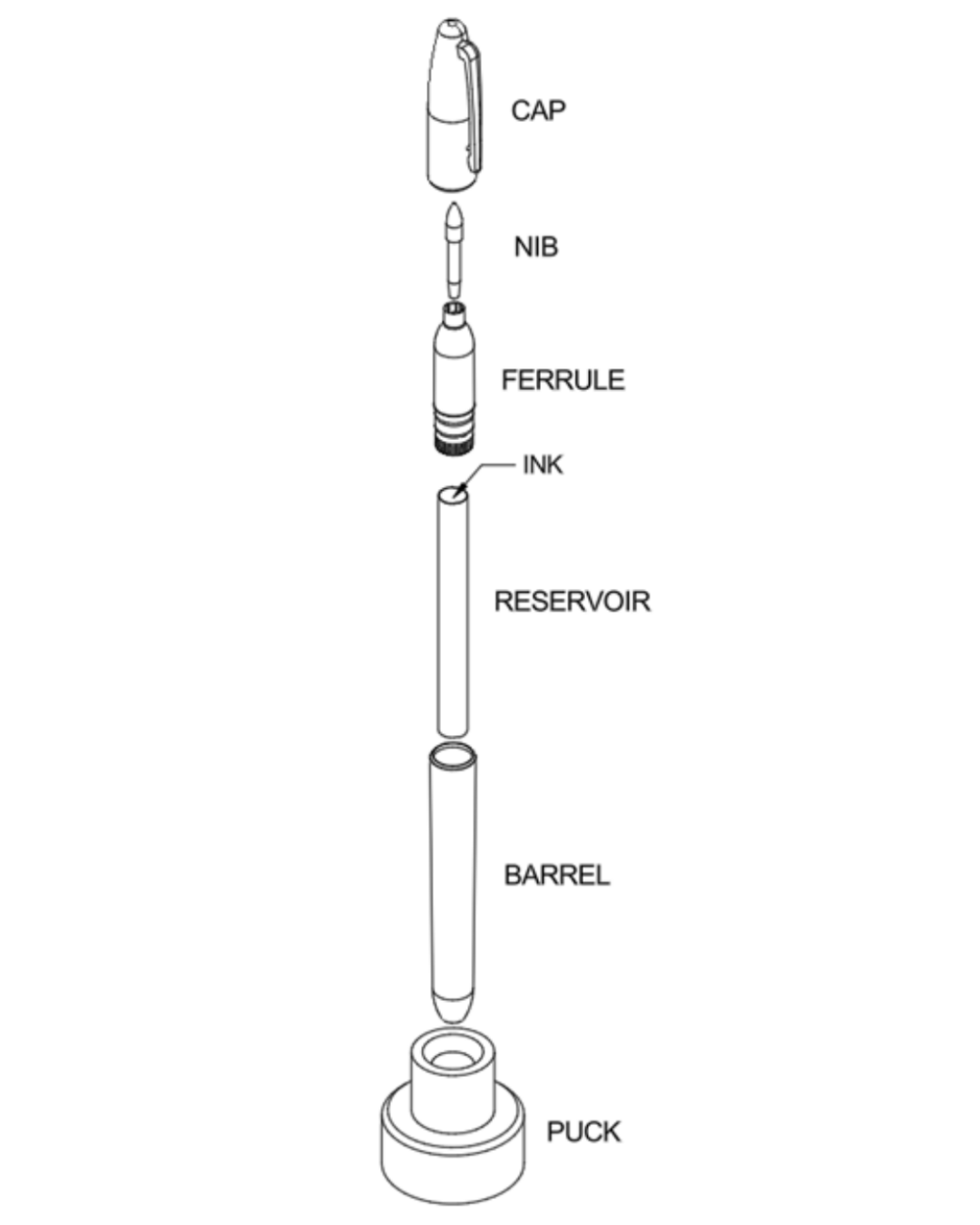
Sharpie needed to assemble and fill a 5-part marker at high speed while handling unstable components, delicate parts, nested components, and precise ink volume requirements. The system needed to process the barrel, reservoir, ferrule, nib, cap, and ink fill at 500 PPM, with each component requiring its own feeding, orientation, transfer, or assembly strategy.
Customer Background
In consumer goods manufacturing, high-volume production depends on automation that can run quickly, consistently, and with minimal disruption. For products with multiple small components, the challenge is not only speed. Each part must be fed, oriented, transferred, assembled, filled, and verified without damage or unnecessary machine stops.
For Sharpie, this application involved a complete 5-part marker assembly plus ink filling. The system needed to handle the barrel, reservoir, ferrule, nib, and cap, while also controlling ink volume within a tight tolerance. Because the barrel was unstable during assembly and transfer, Haumiller designed a puck-based system to carry the product between machines and maintain control through the process.
The Challenge
Sharpie needed a high-speed assembly and ink filling system for a 5-part marker application, with production requirements reaching 500 PPM.
At that speed, the system had to process more than eight finished markers per second across five component types plus an ink fill. The engineering challenge was not any single component. It was designing a system where all feeding, orientation, dosing, and assembly processes could run reliably together without one component becoming the throughput limit.
The main body, or barrel, was fed through a scallop feeder and loaded into a custom assembly puck. Each barrel had to be loaded into the puck with the open end facing up, which required the system to distinguish the open end from the closed end while minimizing product recirculation in the feeder.
The reservoir, ferrule, and cap were each handled through two-lane discharge vibratory feeders. One key challenge was merging product from two feeder lanes into a single continuous motion dial. This needed to happen at production speed without creating jams, damage, or inconsistent part flow.
The reservoir track speed reached approximately 24 inches per second in each lane, creating a challenge around separating and loading parts into the dial without jamming or damaging the product. Reservoir handling also had to account for real production conditions, including abrasive parts, misshapen components, track jams, conveyor wear, and alignment needs after maintenance.
Ink dosing added another layer of precision. The system needed to control a 1.9 gram ink volume within a tolerance of +/- 0.1 gram. Because ink flow can be affected by temperature, the system also needed to support consistent ink delivery during cooler shop conditions.
The ferrules presented a de-nesting challenge. They were fed end-to-end, with the small end nested into the larger end of the next part. The machine needed to separate adjacent ferrules and load them into the continuous motion dial reliably.
The nibs required careful handling because of the risk of point damage. They were fed single file from a vibratory feeder to a vibratory track, picked up in a continuous motion dial, and assembled to the ferrule. The system also needed to minimize fibrous material created during nib handling and control buildup to prevent unnecessary machine stops.
The caps created similar challenges to the ferrules. They were fed open-end trailing, with part of the closed end nesting into the open end of the adjacent cap. Haumiller needed to orient the pocket clip for reliable tracking while also separating nested caps from one another.
Why part control matters in high-speed consumer goods assembly: At 500 PPM, small part handling issues can quickly become major production disruptions. Feeding, orientation, transfer, filling, and assembly all have to work together to protect throughput, product quality, and OEE.
The Haumiller Solution
Haumiller designed a multi-machine continuous motion assembly and ink filling system running at 500 PPM with 87% OEE.
A key part of the solution was the puck-based system. Haumiller custom-designed the pucks to carry the unstable barrel assembly from one machine to the next, helping maintain product orientation and position throughout the full assembly process.
The main body, or barrel, was fed through a scallop feeder and loaded into the assembly puck within the feed system. The machine was designed to orient the barrel with the open end up while minimizing unnecessary recirculation in the feeder.
For the reservoir, ferrule, and cap, the machine included two-lane discharge vibratory feeders. Haumiller engineered the system to merge product from the two feeder lanes into a single continuous motion dial, supporting high-speed part flow into the assembly process.
The reservoir feeding process was designed to manage track speeds of approximately 24 inches per second in each lane, separating and loading parts into the dial while reducing the risk of jams or part damage. The system also accounted for the realities of abrasive and occasionally misshapen reservoir parts, helping support more reliable operation over time.
For the ink application, the system was designed around a 1.9 gram ink volume with a tolerance of +/- 0.1 gram, helping support consistent product performance. Because ink viscosity and flow can be affected by temperature, ink heating and temperature-ready controls were important considerations for dependable filling performance.
Ferrules were handled through a feeding and de-nesting process that separated adjacent parts before loading them into the continuous motion dial. Because the ferrules nested end-to-end, this separation step was critical to maintaining reliable flow and preventing assembly issues.
Nib handling required added precision. The nibs were fed single file from a vibratory feeder to a vibratory track, picked up in the continuous motion dial, and assembled to the ferrule. Haumiller designed the transfer and assembly process to protect the nib point and reduce damage risk.
The machine also accounted for fibrous material created during nib handling. By controlling buildup, the system helped reduce nuisance machine stops and support smoother operation.
For the caps, Haumiller engineered feeding and separation around the nested cap geometry. The system oriented the pocket clip for reliable tracking and separated nested caps before assembly.
Haumiller also supported long-term operation and maintenance needs around the system. This included improvements related to feeder access, sensor control access, timing pin organization, component wear, jam recovery, and protection of critical machine settings.
Engineering Around High-Speed Part Feeding and Assembly
This application required more than a fast machine. It required a system that could keep multiple small components controlled at high speed while also supporting precise ink filling and long-term production reliability.
Each component introduced a different risk:
Barrels needed correct open-end orientation.
Reservoirs had to be separated and loaded at high track speeds.
Ferrules needed to be de-nested before dial loading.
Nibs had to be transferred and assembled without damaging the point.
Caps needed both de-nesting and pocket clip orientation.
Ink had to be dispensed within a tight weight tolerance.
The machine also needed to support real production conditions, including part variation, conveyor wear, ink temperature sensitivity, feeder access, operator adjustments, and maintenance efficiency.
Haumiller’s continuous motion design brought these processes together in one automated system. By combining custom puck handling, vibratory feeding, scallop feeding, part separation, precision dosing, delicate component transfer, and maintenance-focused machine considerations, the system supported the speed and control required for high-volume consumer goods production.
Results and Impact
The project gave Sharpie a high-speed automated assembly and ink filling solution for a complex 5-part marker application.
500 PPM production capability The continuous motion system was designed to support high-speed assembly at 500 parts per minute.
87% OEE The system achieved 87% OEE, supporting reliable production performance for a high-volume consumer goods application.
Custom puck-based product control Haumiller designed custom pucks to carry unstable product from one machine to the next, helping maintain control throughout the assembly process.
Reliable part feeding and orientation The system handled multiple feeding challenges, including barrel orientation, two-lane feeder discharge, cap pocket clip orientation, and nested component separation.
Precision ink dosing The machine was designed to control a 1.9 gram ink volume within a +/- 0.1 gram tolerance.
Delicate nib handling The system transferred and assembled nibs while reducing the risk of point damage and managing fibrous material buildup that could otherwise cause nuisance stops.
Support for long-term operation The system and follow-up support accounted for real production conditions, including part variation, ink flow, machine access, adjustment control, component wear, and maintenance needs.
Support for high-volume consumer goods production By automating the assembly of five components plus ink filling, the system helped support the production demands of a recognizable consumer goods product.
Long-Term Value
This project reflects Haumiller’s ability to engineer high-speed automation for consumer goods applications where product geometry, part stability, filling accuracy, and assembly precision all matter.
For Sharpie and Newell Rubbermaid, the challenge was not only producing at 500 PPM. The machine also needed to manage unstable product, nested parts, delicate nibs, high-speed feeding, pocket clip orientation, precise ink dosing, and the long-term operation needs of a production environment.
Haumiller’s custom puck-based continuous motion system gave the customer a solution built around the real behavior of the product, not just the required production rate.
Need to automate a complex consumer goods assembly at high speed? Haumiller designs custom automation systems built around part handling, precision assembly, filling accuracy, and real production requirements. Contact our team to discuss your next application.
.png)
.png)


.png)


